Industrial Furnaces








Heat Treatment

























Company













RUBIG Training
There are no seminars planned at the moment.
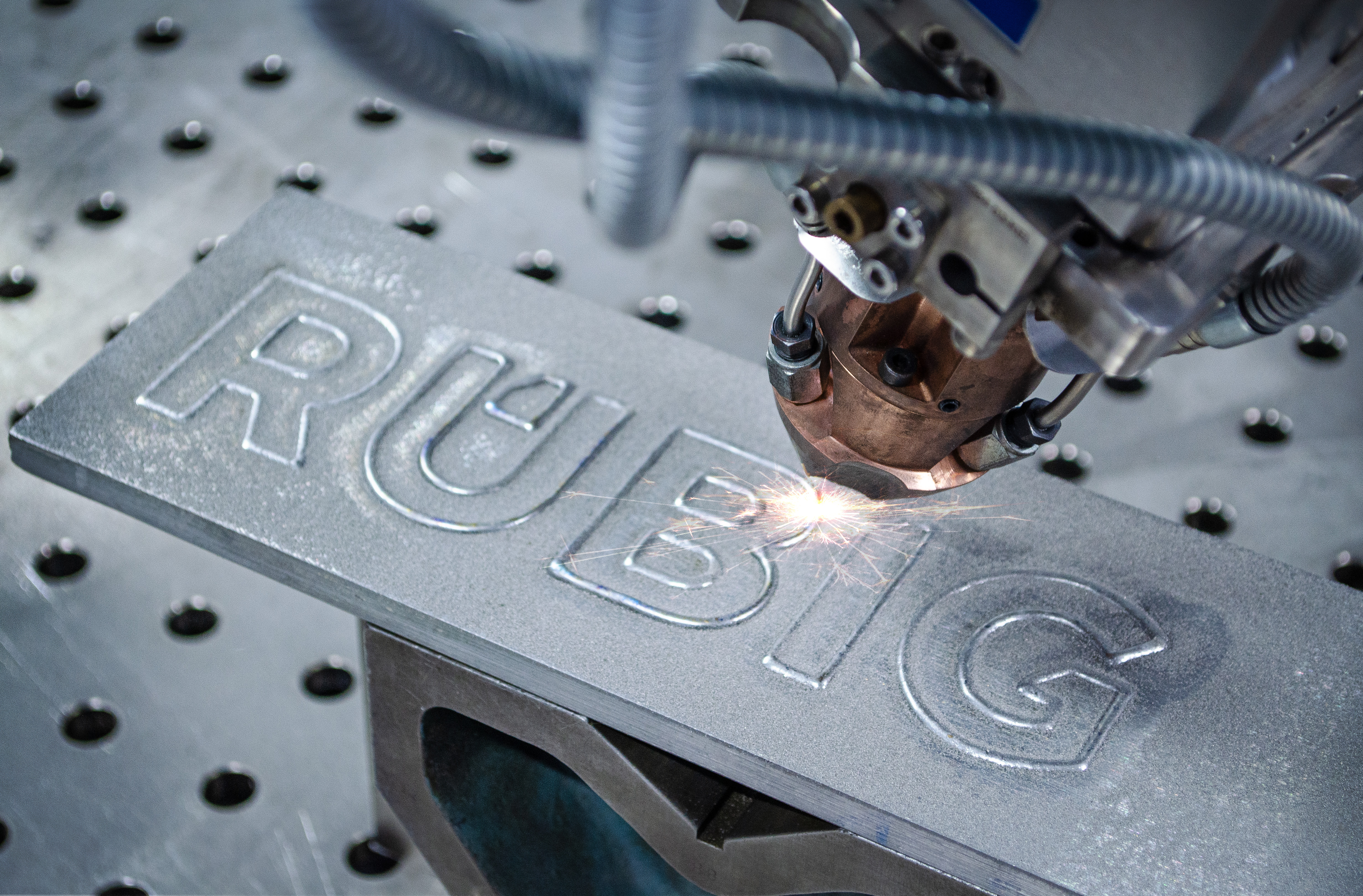
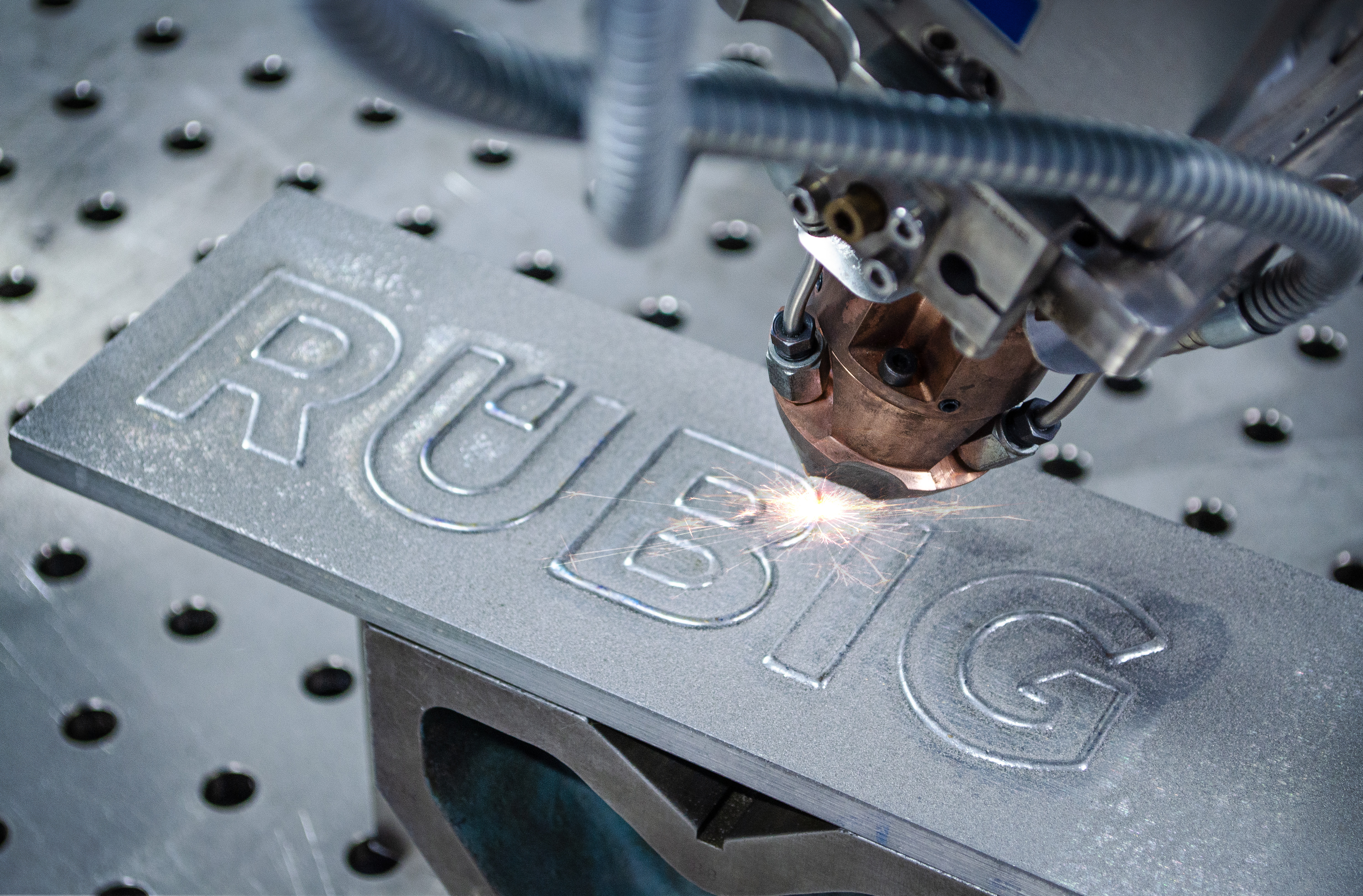
The RUBIG Group
Since the foundation of RUBIG in 1946, the company has grown from a small drop forging company to a center of excellence for metal processing. The unique synergy potential resulting from the close cooperation between RUBIG Industrial Furnaces, Heat Treatment and Die Forge adds particular value for our customers.


RUBIG GmbH & Co KG
Griesmühlstraße 4, 4600 Wels, AUSTRIA
Business hours:
Monday - Thursday: 7:00 - 17:00 o'clock
Friday: 7:00 - 14:30 o'clock
Saturday: 09:30 - 12:00 o'clock
Contact
Phone: +43 7242 66060 ● Fax: Extension 3077
E-Mail: ht.office[at]rubig[dot]com




