



























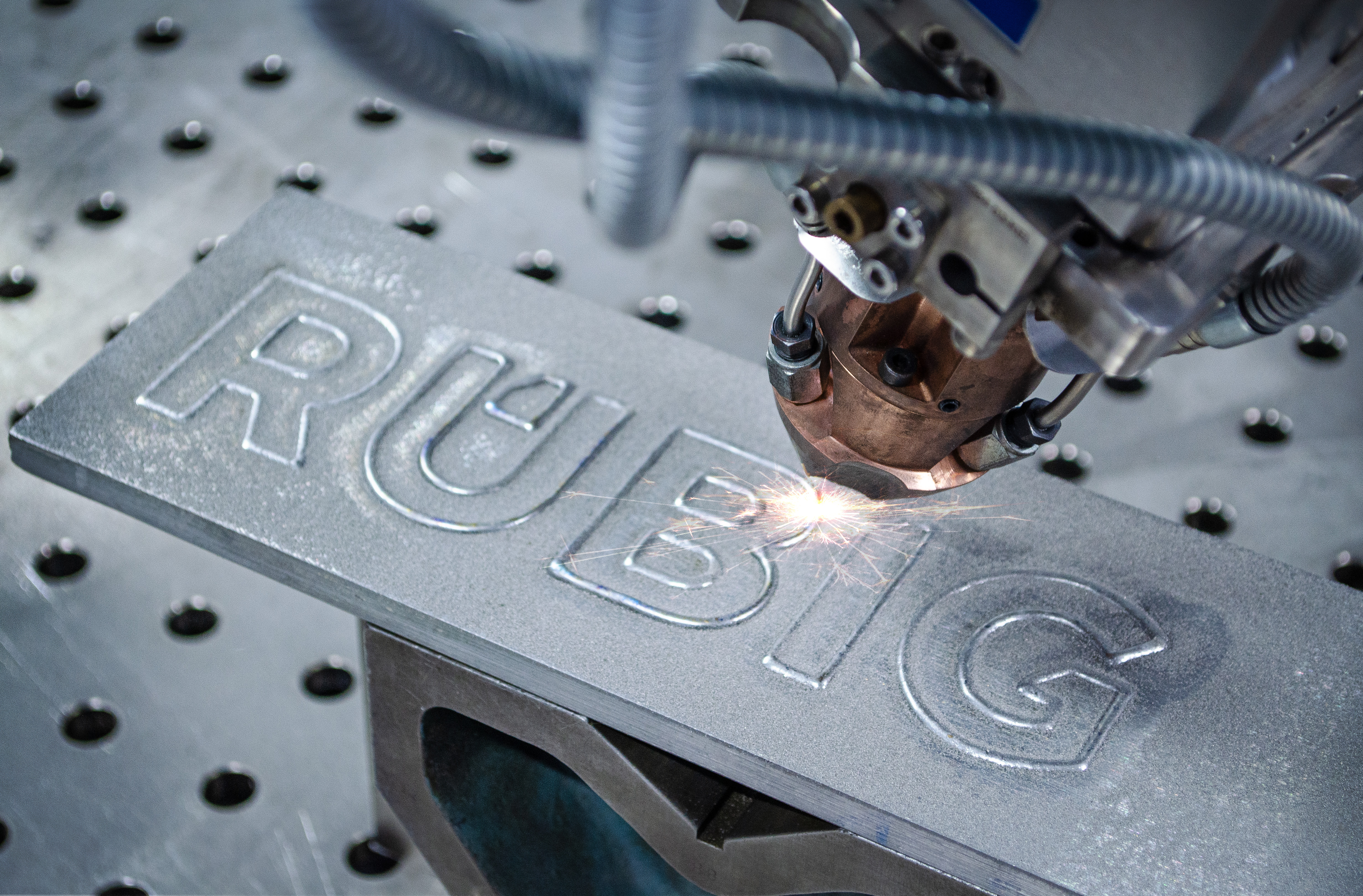













RUBIG annealing processes
Reductions in the quality of the workpiece can occur due to previous treatment steps such as rolling, bending, welding, etc. Such reductions can be revoked by means of annealing. Here, RUBIG provides its customers with various annealing processes.
Furthermore, RUBIG provides the option of an individual process management in order to optimally meet the customer's requirements.
You are interested in our annealing processes?
Contact us.
Annealing / annealing processes
Annealing processes not only change the thermodynamic state of equilibrium of metals but also the type, shape, size and arrangement of single structural components as well as the inherent stress condition. Depending on the required characteristics, the following annealing treatments are available:
Additional annealing treatments such as diffusion annealing, FP annealing (BG annealing), recrystallisation annealing, remanence-free annealing, perlite annealing, ferrite annealing are only offered upon detailed arrangement.
RUBIG offers its customers the following procedures:
- Stress relief annealing
- Soft annealing
- Annealing on spheroidal cementite
- Normalising
- Solution annealing
- Remanence annealing (last stage of magnetic annealing)
The annealing processes can be performed in an inert gas atmosphere or under vacuum. We offer our annealing processes for various materials (e.g. steel, aluminium, titanium, copper alloys, nickel-based alloys, ...).
Individual process management can be performed upon customer request.
Advantages of the RUBIG annealing procedures for your components:
- Very good surface characteristics due to inert gas or vacuum processes
- Optimum structures with minimum dimensional change
- Highest reproducibility
- Furnaces certified according to aviation standard AMS 2750E and CQI9
- Customised heat treatment management in terms of materials and components

Stress relief annealing
Stress relief annealing is a heat treatment in an inert gas atmosphere by means of which mechanical and thermal stress (inherent stress) and stiffening are reduced without considerable structural changes. These stresses and/or stiffening are caused by the processing (e.g. forming, straightening, machining, welding, casting, forging, ...) and can result in dimensional changes and deformations during subsequent heat treatments or during usage. Stress relief annealing of difficultly shaped, deformation-critical components as well as of complex geometries following the rough machining is therefore required.
The stress relief annealing temperature for the most steels is between 450-650°C. The duration of the annealing treatment is several hours and depends on the annealing temperature and the size of the workpiece (cross section). In order to avoid the formation of new thermal stress, it is important that the components are cooled down slowly following the dwell time.
Stress relief annealing is basically possible for metals (aluminium alloys, copper, brass, titanium, titanium alloys, ...) and can be handled according to the customer's factory standards or according to the time-temperature specifications of the manufacturer.
Soft annealing and spheroidising
Soft annealing and spheroidising are heat treatments in an inert gas atmosphere with the objective of moulding carbides and reducing the hardness. With this annealing treatment, the machinability and the (cold) formability are improved. With this treatment, the structure is optimally prepared for the further heat treatment (hardening).
The soft annealing temperature for the most steels is between 650-800°C. The duration of the annealing treatment is several hours (dwell time of 2-4h) and depends on the annealing temperature and the size of the workpiece (cross section). Soft annealing is basically possible for metals (aluminium alloys, copper and copper alloys, titanium, titanium alloys, ...) and can be handled according to the customer's factory standards or according to the time-temperature specifications of the manufacturer.
Normalising
Normalising is a heat treatment in an inert gas atmosphere with the objective of achieving an even structure with a fine grain. This so called "normalised" structure can either be an intermediate state before further thermal treatments (e.g. hardening) or the final usage state of the component with good strength and high toughness.
Depending on the delivery condition and/or the application type (e.g. reduction of the rolled structure, reduction of the brittle fracture tendency, homogenisation of the forged structure, removal of the rough cast structure, improvement of strength and toughness, uniform structural formation within the weld metal, heat-affected zone and base material) in combination with the material, the annealing parameters (temperature and dwell time) must be adapted. If the delivery condition is not known and, thus, a suboptimal annealing treatment is performed, the result can be a coarse grain formation and therefore loss of the desired characteristics. For this reason, this heat treatment is only performed upon detailed agreement with our customers.
Solution annealing of austenitic steels
Solution annealing (homogenisation) is both a heat treatment for austenitic steels and for duplex steels with the objective of bringing the carbide precipitations present in the structure as well as further mixed crystal phases (equally distributed) into the solution. With a quick cooling (quenching), a new precipitation is prevented. Furthermore, the corrosion resistance is improved by the equal distribution of the alloying elements.
Due to the high treatment temperature (between 950-1,200°C), cold deformations caused by processing (e.g. deep-drawing) as well as structural changes and/or stresses are equalised with thermal processes such as welding (recrystallisation).
Depending on the size of the component and/or its cross section, the dwell time can be several minutes to hours. A dwell time that is too long and/or temperatures that are too high affect the grain growth negatively, possibly resulting in a coarse grain formation.
Technical information:
- Max. dimensions: Ø 800mmx2,000mm depth
- Temperatures: max. 950°C

