HiPIMS:
Hochleistungs-
PVD-Beschichtungen
Ionisationsgrade über 90 % für härtere, dichtere und extrem glatte Schichten – ideal für Schneid‑ und Umformwerkzeuge.


Sehen Sie im Vergleich, warum HiPIMS glattere, defektärmere Schichten liefert und unter hoher Belastung besser schützt.

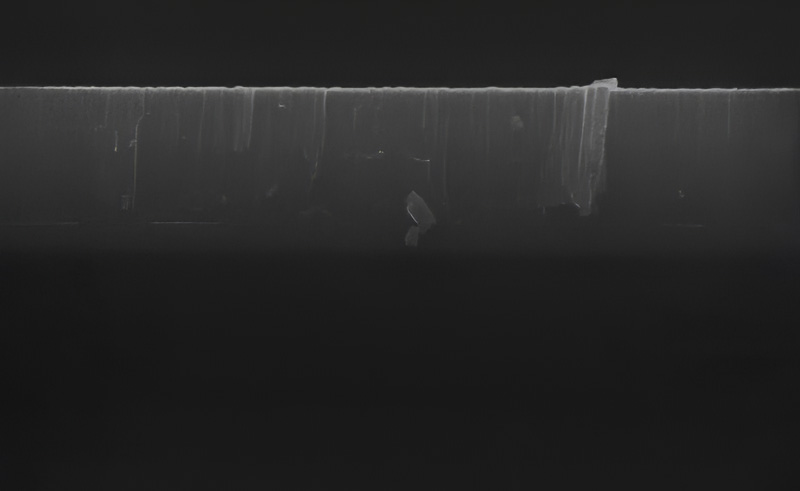
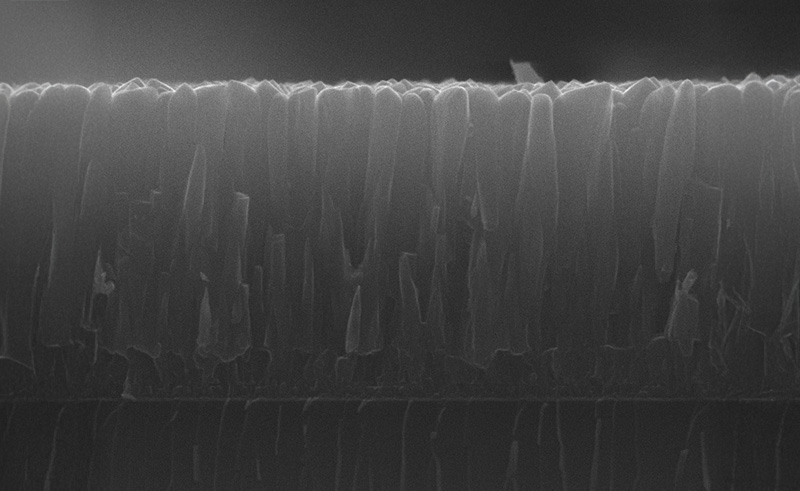
TiN ist die klassische goldene PVD-Schicht für den Werkzeugbau – bewährt, vielseitig und wirtschaftlich. Mit HiPIMS-Technologie wird TiN deutlich leistungsfähiger: dichter, glatter und mit weniger Defekten.
Jetzt entdecken, was HiPIMS-TiN in der Praxis bringt.

RÜBIG erweitert sein PVD‑Portfolio um HiPIMS (Hochleistungsimpuls-Magnetronsputtern) Hochleistungs- PVD-Beschichtungen – eine hochmoderne Untervariante des Magnetron‑Sputterns. Der Kern: Ein HiPIMS‑Generator der neuesten Generation liefert Impulsströme bis 1000 A bei 1200 V. Die extrem hohe Plasmadichte hebt den Ionisationsgrad der abgetragenen Teilchen auf über 90 % – vergleichbar mit Arc‑Verdampfung, jedoch sehr defektarm. Das Ergebnis sind sehr glatte Oberflächen und hochverdichtete, harte Schichtsysteme mit exzellentem Verschleiß‑ und Korrosionsschutz.

Bei HiPIMS-Technologie werden die Sputterquellen kurzzeitig mit sehr hoher Stromdichte gepulst. Dadurch entsteht ein Plasma mit außergewöhnlich hohem Ionenanteil. Die Schichtmaterial wird zielgerichtet auf das Werkstück beschleunigt und führt zu:
HiPIMS gilt weltweit als State of the Art für anspruchsvolle Hartstoff‑ und Funktionsschichten. In Verbindung mit Generatoren der neuesten Generation erschließen wir ein breites Parameterfenster: von haftungsoptimierten Haftschichten über hochharte Tribo‑Schichten bis zu reibungsarmen Decklagen – exakt abgestimmt auf Ihr Substrat und Ihren Prozess.

Von Präzisionsteilen bis Werkzeugen: HiPIMS/PVD der neuesten Generation.
Lassen Sie sich zu Hochleistungs-PVD-Schichten beraten: bessere Haftung, glattere Oberflächen, längere Standzeiten.
Fragen zu HiPIMS/PVD? Wir sind für Sie da!
Geschäftsleitung RÜBIG Technologie
TiN ist die klassische, goldene PVD-Schicht für den Werkzeugbau: bewährt, vielseitig, wirtschaftlich. Mit HiPIMS gewinnt TiN deutlich an Performance – mit sehr dichtem Gefüge, weniger Defekten und sehr glatter Oberfläche.
Härte: Standard–TiN vs. HiPIMS–TiN
Die angeführten Schichteigenschaften wurden unter idealen Bedingungen abgeschieden. Aufgrund Oberflächenbeschaffenheit, Größe des Bauteils, Werkstoff u.a. Rahmenbedingungen können die Eigenschaften am Bauteil abweichen.